Cet article sur l’état des applications de durcissement par LED UV a été initialement publié sur le site Web UV+EB ici.
La liste des applications viables des LED UV continue de s’allonger, tout comme le nombre de fournisseurs de systèmes, de formulateurs et de constructeurs de machines de fabricants d’équipement d’origine (OEM) prenant en charge ces applications. Cette augmentation continue de l’activité est de bon augure pour le présent et l’avenir de la technologie LED UV. En conséquence, ceux qui n’étudient pas déjà son adéquation à leurs propres besoins de guérison pourraient découvrir qu’il est temps de commencer. Pour les nouveaux arrivants, ainsi que pour ceux qui suivent ou même utilisent la technologie depuis des années, cet article est destiné à donner un aperçu du marché en pleine croissance des LED UV et à offrir des conseils généraux sur la manière d’adapter un système de polymérisation par LED UV aux besoins. d’une application donnée.
Sortie UV
Les encres, revêtements, adhésifs et extrusions sont formulés pour réagir à une sortie LED UV donnée dans un ensemble spécifique de conditions de processus. Pour chaque application et formulation, il existe une fenêtre de traitement UV dans laquelle un durcissement acceptable peut être obtenu. Cette fenêtre n’est pas étroite, mais il existe un ensemble optimal de longueurs d’onde ainsi qu’une combinaison d’irradiation minimale et maximale et de densité d’énergie totale qui aboutissent à un durcissement approprié. Un fonctionnement constant dans cette fenêtre garantit des vitesses maximales de manipulation des matériaux, une surface non collante, une profondeur de durcissement, une migration post-durcissement dans les limites établies, des rendements de production optimisés, une qualité de produit dans le temps et une durée de vie optimale du produit dans le cadre de l’utilisation prévue, entre autres performances souhaitées. critères.
La technologie UV LED fonctionne bien lorsque la sortie UV est correctement adaptée aux besoins de l’application et associée à une encre, un revêtement, un adhésif ou une extrusion correctement formulés. Malheureusement, il n’existe pas de système LED UV universel ni de fenêtre de processus qui fonctionne aussi bien pour toutes les applications sur tous les marchés et tous les types de machines. La solution UV LED et sa puissance doivent être choisies en fonction de la formulation, du poids de la couche, de l’environnement de l’usine ou de l’atelier, ainsi que de la configuration et de la vitesse du système de manutention des matériaux.
L’un des avantages de la technologie LED UV est que la nature discrète des LED permet une gamme beaucoup plus large de conceptions de systèmes de polymérisation qui peuvent mieux répondre aux besoins de chaque application unique. Cela permet d’adapter à la fois le facteur de forme de la tête de lampe et la sortie UV aux marchés et applications respectifs, ce qui donne lieu à des solutions de polymérisation par LED UV beaucoup plus efficaces et économiques par rapport à la technologie de polymérisation conventionnelle. En conséquence, cela signifie également qu’il existe une grande disparité en termes de performances de durcissement entre les offres des fournisseurs disponibles dans le commerce, car les conceptions inhérentes peuvent être très, très différentes, et ces différences ne sont pas toujours évidentes pour les OEM et les utilisateurs finaux.
Évolution des applications
L’épinglage à jet d’encre numérique UV et le durcissement complet dans les imprimantes à chariot de numérisation et les imprimantes étroites à un seul passage, la sérigraphie et les adhésifs de liaison à durcissement ponctuel utilisés dans l’assemblage de produits ont été les premières applications à adopter le durcissement par LED UV entre le milieu et la fin des années 2000. Ces premières applications avaient en commun des vitesses de ligne plus lentes et des temps de traitement des pièces plus longs. Alors que l’irradiance (watts/cm2) émise par un seul système LED UV au cours de ces premières années était faible, il était possible de fournir juste assez d’irradiation en montant la tête de la lampe à moins de 10 à 15 mm (0,4 à 0,6 pouces) de la surface de polymérisation. . Pour la densité énergétique, la solution consistait à des périodes d’exposition plus longues dans les installations statiques et à l’utilisation de plusieurs passages dans les installations dynamiques.
Les premières applications de LED UV nécessitaient des longueurs de lampe généralement inférieures à 450 mm (17,7 pouces). Si l’on ajoute à cela le fait que de nombreuses applications ne nécessitaient qu’une ou deux lampes pour polymériser rapidement, l’investissement commercial total était nettement inférieur à celui des systèmes nécessaires aux presses commerciales plus larges et à grande vitesse qui nécessitaient plusieurs lampes et des lampes plus larges. Tous ces facteurs étaient cruciaux, car les premiers systèmes LED UV n’étaient pas très puissants et étaient souvent plus chers que les options conventionnelles.
Au cours des 20 dernières années, la technologie LED UV s’est considérablement améliorée en termes de performances, de fiabilité, de durée de vie, de rendement et de longueur. En fait, les têtes de lampe à travée unique sont désormais disponibles dans des longueurs allant jusqu’à 2 mètres (78 pouces) et la durée de vie des lampes dépasse souvent 40 000 heures. De plus, de nombreuses formulations sont désormais spécifiquement optimisées pour la sortie des LED UV. Le marché parvient également mieux à adapter le système UV LED aux besoins de la fenêtre de processus, et les prix des équipements et des formulations se sont améliorés grâce aux économies d’échelle et à une concurrence accrue tout au long de la chaîne d’approvisionnement. Cela a permis à la technologie de polymérisation par LED UV d’aller au-delà du jet d’encre numérique UV, du durcissement ponctuel et de la sérigraphie vers des applications commerciales plus exigeantes, plus rapides et plus larges – à la fois analogiques et numériques. Cela comprend l’offset feuilles et Web (Image 1), l’offset sec, la flexo, le revêtement et la finition du bois et le revêtement par fibre optique.
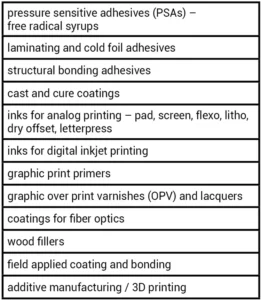
Le tableau 1 représente les domaines dans lesquels la technologie LED UV est de plus en plus utilisée aujourd’hui – bien qu’à différents niveaux de pénétration du marché et pas nécessairement pour toutes les applications au sein de chaque segment de marché – mais cela continuera à s’améliorer avec le temps. Différentes conceptions de lampes UV LED, ainsi que des formulations spécifiques à l’application, sont nécessaires pour rendre réalisables les nombreux processus d’impression, de revêtement et de collage. En conséquence, il est important que, pour chaque application, il existe une relation de travail solide entre toutes les parties – fournisseur de systèmes de polymérisation UV LED, formulateur, constructeur de machines OEM, intégrateur et utilisateur final. Dans tous les cas, une solution viable de LED UV peut être obtenue avec quelques essais et erreurs et une optimisation du processus, à condition qu’une formulation viable existe. Tout se résume à identifier les variables du processus et à adapter le système LED UV aux équipements d’application, de formulation et de manutention.
Adaptation des systèmes LED UV à l’application de polymérisation LED UV, à la formulation et à l’équipement de manutention des matériaux
Il existe une abondance toujours croissante de systèmes et de fournisseurs de systèmes de polymérisation par LED UV parmi lesquels choisir. Tous revendiquent des caractéristiques de produit et des avantages opérationnels très similaires, les différenciateurs les plus évidents étant l’irradiation maximale, la méthode de refroidissement, le facteur de forme de la lampe et l’intégration du système. Malheureusement, leur connaissance seule est insuffisante pour adapter les systèmes de polymérisation par LED UV à une application donnée. Les fiches techniques fournissent rarement des explications sur les raisons pour lesquelles le ou les produits sont les mieux adaptés à une application donnée et font rarement référence à la puissance d’entrée électrique nominale et à la densité d’énergie à une vitesse de bande, de feuille ou de pièce donnée. Lors de l’association d’un système de durcissement par LED UV, les directives générales suivantes doivent être prises en compte.
Propriétés de durcissement final
Les propriétés mécaniques, chimiques, fonctionnelles et esthétiques souhaitées du durcissement final ainsi que l’utilisation prévue du produit doivent être spécifiées et jouent un rôle déterminant dans la chimie de la formulation et, en fin de compte, si une solution durcie par LED UV est possible aujourd’hui. Par exemple, les encres, les vernis et les adhésifs à base de sirop de radicaux libres durcissent généralement bien avec les LED et répondent à la plupart des exigences d’impression graphique. Cependant, les revêtements antiadhésifs au silicone, les thermofusibles UV et les revêtements durs industriels sont encore en cours de développement et avant une disponibilité commerciale à grande échelle dans des années.
Longueur d’onde
Les longueurs d’onde de durcissement commerciales incluent actuellement 365, 385, 395 et 405 nm. Pour la plupart des applications d’encre, 395 nm est la longueur d’onde préférée, les longueurs d’onde de 365 et 385 nm étant utilisées dans une moindre mesure. Les adhésifs de liaison structurelle fonctionnent généralement mieux à 365 ou 405 nm, selon la formulation, mais durcissent également de la même manière à 385 ou 395 nm. Les vernis de surimpression ont tendance à correspondre à la longueur d’onde de l’encre de 395 nm, et lorsqu’il s’agit de revêtements industriels – à la fois fonctionnels et durs – il n’y a pas de consensus, car le développement est toujours en cours.
Fenêtre d’irradiation
La chimie de la formulation doit être durcie dans une irradiation maximale minimale et maximale (watts/cm2). Un fonctionnement en dessous d’une irradiation minimale entraînera un durcissement insuffisant. L’augmentation de l’irradiation au-delà du maximum ne produit pas nécessairement de meilleurs résultats que le durcissement dans la fenêtre d’irradiation établie, à condition que la lampe émette une densité d’énergie suffisante. Malheureusement, il n’existe pas d’irradiation universelle répondant aux besoins de toutes les formulations. Chaque application du marché est différente, l’irradiance émise optimale au niveau de la fenêtre allant de quelques centaines de mW/cm2 jusqu’à 30 W/cm2 et même au-delà. Cependant, plus important que l’irradiance émise est l’irradiance réelle délivrée à la surface de durcissement du substrat, car l’irradiance diminue avec le carré de la distance parcourue. Puisqu’un watt équivaut à un joule/seconde, l’irradiance peut être réécrite en joules/seconde/cm2 et correspond à la vitesse à laquelle l’énergie ultraviolette est émise par la tête de la lampe UV LED. Il est important de noter qu’une fois que l’irradiance sature la capacité de la chimie à absorber les longueurs d’onde ultraviolettes, l’irradiance excédentaire se convertit en énergie thermique à la surface de polymérisation.
Fenêtre de densité énergétique
La vitesse de la ligne de formulation et de fabrication détermine la densité énergétique (joules/cm2) nécessaire pour faire réagir complètement la chimie. Une plus grande densité d’énergie se traduit par un meilleur durcissement global, permet une vitesse de ligne plus rapide et permet parfois un éclairement énergétique maximal plus faible. Tous les systèmes LED UV émettant la même irradiation maximale n’offrent pas la même densité énergétique. La densité énergétique peut être augmentée en utilisant une lampe qui, de par sa conception, émet une plus grande densité énergétique, en utilisant plusieurs lampes en combinaison, en ralentissant la vitesse de ligne ou en augmentant le temps d’exposition. Vous pouvez en savoir plus sur la densité énergétique et son impact sur le durcissement aux UV sur notre page scientifique sur le durcissement aux UV.
Distance de travail
Ceci est défini comme le décalage entre la fenêtre émettrice de LED UV et la surface de durcissement. Cela doit être spécifié pour l’application et la configuration de la machine, car l’irradiation diminue rapidement avec la distance. Pour s’adapter à de plus grandes distances de travail, envisagez des lampes plus puissantes (soit une plus grande irradiance, une plus grande densité d’énergie ou les deux) ou une solution LED intégrant des optiques ou des réflecteurs pour contenir ou collimater les longueurs d’onde UV sur une distance spécifiée.
Mécanisme de refroidissement
L’environnement de l’usine, les préférences du fabricant d’équipement d’origine ou de l’utilisateur final et la conception du système LED UV déterminent si le mécanisme de refroidissement est à air pulsé ou à eau circulée. Tous les produits LED UV ne sont pas disponibles dans des variantes refroidies par air, et les systèmes plus puissants sont généralement refroidis par eau. Le refroidissement par air peut être soit positif lorsque l’air est poussé dans la tête de lampe et évacué vers l’environnement de la presse, soit négatif lorsque l’air est aspiré à travers la tête de lampe depuis l’environnement de la presse et évacué. Étant donné que les systèmes LED UV n’émettent pas d’ozone, il n’est pas nécessaire d’évacuer l’air de refroidissement à l’extérieur de l’installation.
Espace de montage
L’emplacement de montage et la configuration de la machine déterminent l’espace autorisé pour la tête LED UV. Les systèmes refroidis par eau sont généralement plus compacts que les systèmes refroidis par air, qui nécessitent un dégagement minimum autour des entrées et sorties d’air pour assurer une circulation et une dissipation thermique adéquates.
Optique et blindage
La proximité et l’orientation de la lampe par rapport aux surfaces de durcissement indésirables influencent l’utilisation de l’optique et du blindage. Il convient de veiller à ce que les rayons UV soient bloqués sur les têtes d’impression à jet d’encre numérique, les bacs d’encre et de revêtement, ainsi que sur les matériaux sensibles à la chaleur présents sur la machine. De plus, toute lumière doit être protégée du champ de vision direct de l’opérateur.
Profil de pièce drastique
Les applications industrielles avec des profils de surface de pièces drastiques, des surfaces de durcissement ou des lignes de fabrication qui nécessitent que les lampes LED soient montées à de plus grandes distances (plusieurs pouces ou plus), et le besoin de couches de finition UV LED incroyablement dures, résistantes aux rayures et aux produits chimiques sont encore un peu rares. un défi et devrait être considéré comme en cours de développement dans un avenir prévisible.
Plus récemment, la pression réglementaire pour trouver des alternatives aux lampes à vapeur de mercure, les initiatives de développement durable et une crise énergétique mondiale entraînent une adoption plus rapide des systèmes de polymérisation par LED UV et sont le fer de lance de l’innovation dans les formulations chimiques. Alors que le développement est en cours, la technologie de polymérisation par LED UV devient la source UV préférée dans un nombre croissant d’applications. Malgré l’impossibilité d’utiliser exactement le même système de manière interchangeable selon les applications et les types de machines, il existe des ensembles de solutions LED UV qui répondent aux besoins de nombreuses applications. Bien que les OEM puissent utiliser par défaut un dispositif de polymérisation LED établi sur les nouvelles machines et les mises à niveau, il est toujours recommandé aux utilisateurs finaux de confirmer par des tests ou en faisant référence à des installations précédentes que le système correct était adapté aux besoins spécifiques du processus. Suivez les directives de cet article et travaillez en étroite collaboration avec le fournisseur du système de durcissement par LED UV, les formulateurs, les constructeurs de machines OEM, les intégrateurs et les utilisateurs finaux pour garantir un meilleur succès global du durcissement par LED UV.
Pour plus d’informations sur les produits LED UV de GEW, visitez notre page Systèmes LED UV.
